
推拉式酸洗线
本公司推拉式酸洗技术在国内属于领先水平,成功总承包了带破鳞拉矫机的推拉式酸洗机组。
推拉式酸洗是一种单卷生产的非连续式酸洗工艺,带钢是在各种辊子的推、拉下前进,故称推拉式酸洗,即把要酸洗的带钢一卷一卷单独地展开进行酸洗,而不需用焊机连接带钢的头尾。
推拉式酸洗生产线,相对于连续酸洗生产线,具有机组设备相对简单、生产操作方便、易于维护,对带钢规格品种变化的适应性强,占地面积小,节省建设投资和操作费用,建设周期短等优点,特别适合于中小型冷轧带钢生产。
推拉式酸洗生产线,采用盐酸浅槽紊流酸洗,提高酸液紊流速度,从而缩短了酸洗时间;全线交流变频调速控制;并采用CPC、EPC纠偏系统,保证带钢对中、齐边;通过一系列措施实现高速穿带,缩短穿带时间,提高机组产量;设置本公司专有设备圆盘切边剪、废边卷取机或碎边剪,实现高精度切边;设置优化的酸雾净化系统,酸雾环保效果优良,排放指标优于国家标准。
推拉式酸洗生产线酸洗带钢厚度可达12mm。由于机组上没有设置焊机,每卷钢带头部均需穿带,现实际生产的工艺速度最高多为180~200m/min,因而相对连续式酸洗机组而言其产量不高,一般约为年产量15~65万吨,高的可到70万吨左右。
根据年产量和用户的要求可配置:钢卷准备站、废边卷取机或碎边剪、静电涂油机或涂油辊等设备。
机组主要特点
- 不设焊机;立式活套活套,保证带钢稳定运行;
- 浅槽紊流式酸洗;五级逆流串级漂洗系统,漂洗水导电率的控制;
- 工艺段酸液及漂洗水的液位、温度、电导率等进行自动测量控制;
- 环保效果好,有效控制酸雾对设备和厂房的腐蚀,延长设备和厂房使用寿命;
- 设置CPC装置使带钢经过纠偏夹送辊对中进入高精度圆盘剪,确保带钢切边质量;卷取机采用EPC系统自动齐边卷取;
- 采用交流变频传动系统,基础自动化控制系统闭环控制、人性化操作。
技术参数
原料材质:普碳钢、低合金钢、优质合金钢热轧钢卷
带钢厚度:1.2~12.0mm
带钢宽度:500~1650mm
钢卷重量:max. 32t
工艺速度:max. 180 m/min
年 产 量:100,000~700,000 t/a
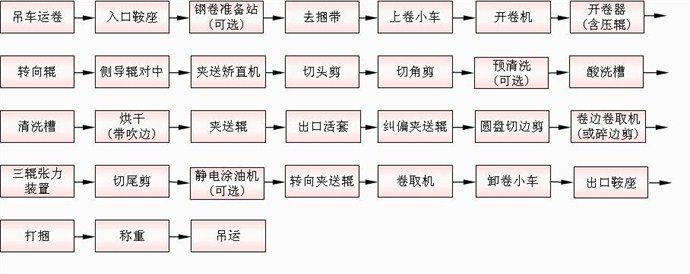
工艺流程
 鄂公网安备 42010702000275号
鄂公网安备 42010702000275号